info@chemdist.in
020-68143300
Home / Technology Details
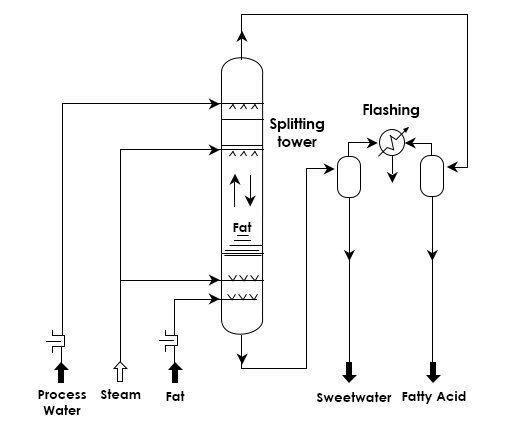
The empty volume of the tower is used as the reaction compartment. The crude fat passes as a coherent phase from the bottom to the top through the tower, whereas the heavier splitting water travels downward as a dispersed phase through the mixture of fat and fatty acid. Degrees of splitting up to 99% can be reached. The continuous counter current high-pressure process splits fats and oils more efficiently than other processes in a reaction time of only 2–3 h. Little discoloration
of the fatty acids occur. As a result of the efficient internal heat exchange, this process affords high steam economy.
The utilities consumption per ton feed is as follows (11). Steam (6000 kPa) 190 kg Cooling water (20_C) 3 m3 Electrical energy 10 kWh Process water 0.6 m3
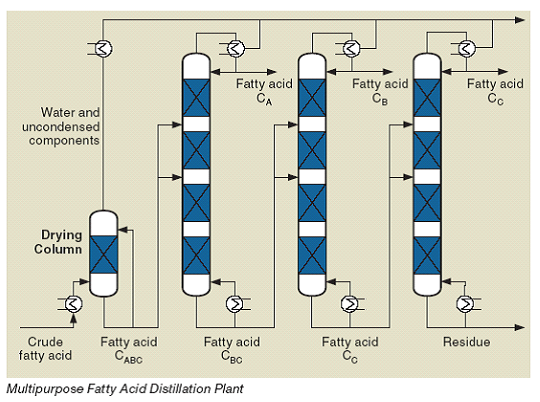
In decades of 80s or earlier, it was common practice to use stripping steam in fatty acid distillation plant and an evaporation process to lower the boiling temperature. The distillation column utilized trays as the main separation device. However, such concepts have been improved after the invention of structured packings and introduction of falling film reboilers in a distillation or fractionation plant. The availability of second generation structured packing since 1999 increases the efficiency and reduces pressure drop while, making it possible to increase capacity and /or product purities by simple column revamps. Lower pressure drop has a positive impact on the separation itself such as ease the separation process and it reduces the possibility of thermal degradation of fatty acid or glycerin products caused by long residence times and high temperatures. With the latest separation technology the oleo-chemical producer will benefit from a process study followed by a revamp.
Chemdist has designed and supplied high-purity glycerin purification system giving biodiesel plants the ability to create additional profits through purification of their crude glycerin. Our Glycerine purification system can take crude glycerin with an approximate purity rating of 80% to a technical grade glycerin of >97% which in turn is further purified to Pharmaceutical grade Glycerine.

Crude Glycerin – Crude glycerin contains a significant amount of methanol, water, soaps, and salts and typically has a glycerol content of anywhere between 40 to 88%. Crude glycerol is a natural by-product produced during the biodiesel production process, specifically taking place during transesterification.
Technical Grade Glycerin – Technical grade glycerin is a refined, high-purity product that is water white with most of its contaminants completely removed. Technical grade glycerin contains no methanol, soaps, salts, and other foreign matter.
USP Grade Glycerin – USP Grade Glycerin is a pharmaceutical grade glycerin suitable for food, personal care, cosmetics, pharmaceuticals, and other specialty applications.
Methanol Recontainy for biodiesel is an important part of the entire biodiesel process and involves the highest cost of operation for a biodiesel plant. Only about half of the methanol used is actually consumed in the transesterification process leaving the rest in the finished biodiesel and glycerin.
Chemdist offers high-purity methanol recontainy systems comprises of true fractional distillation columns which efficiently recontain >99.9% of all unused methanol, returning it clean and dry to your bulk methanol tank at >99.9% purity.
Biodiesel can be made from various different feedstocks and will vary in color from oil to oil. During the transesterification process sodium methylate is added which remains in traces along with unreacted oil, mono and diglycerides, metals, and other heavy contaminates which need to be removed. After the transesterification process sodium hydroxide, water & soap are formed and remain in traces after physical separation or washing/polishing and must be removed to meet ASTM specifications. Any water that is present in the biodiesel tends to hydrolyse the long chain free fatty acids which cause the acid value to increase during storage. Water content cannot exceed 500ppm and biodiesel distillation will help with this process.
Distilling your biodiesel produces the purest form of biodiesel possible and which requires no further washing.

Copyright © 2025 Chemdist Process Solutions. All Rigts Reserved. | Design and Developed by YCS TechSoft Pvt. Ltd.





